24小时服务热线
18651566607
FD250-2000/FD250-2500/FD250-3000
产品介绍:
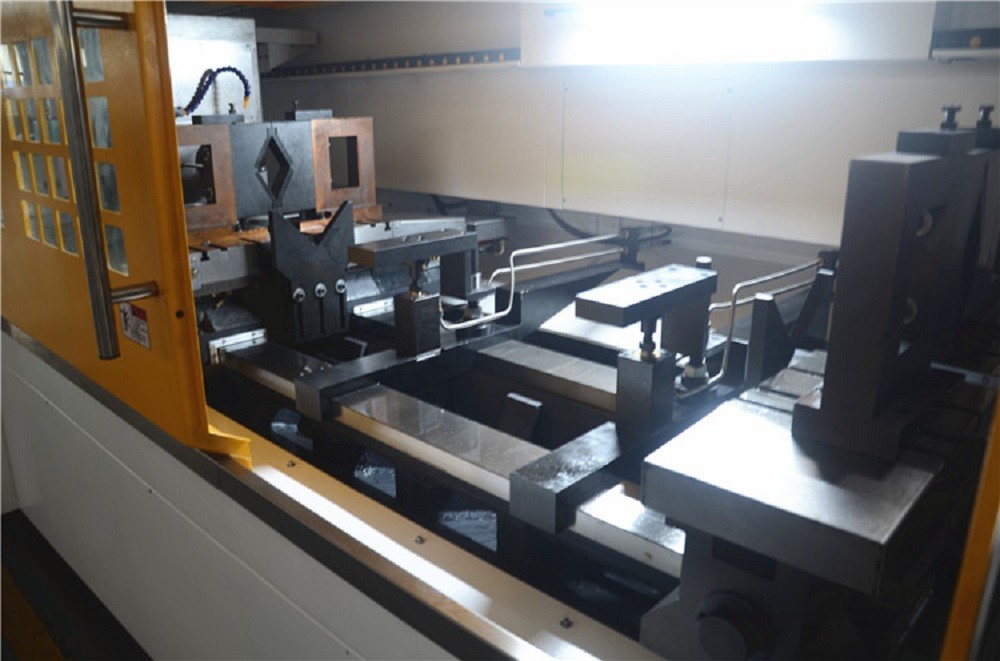
FD250-3000卧式大型铣端面打中心孔机床/铣打机,主要是针对∅250及以下,长度3000mm以内的中大型轴类零件加工而设计,采用对置的铣,钻分离的双主轴动力头,可满足铣端面,钻中心孔以及套车外圆加工,特殊指定的配置可加工M40以下的螺纹孔,该系列机床具有加工范围广,功能齐全,刚性强,操作方便等优点。
产品特征:
1.采用齿轮齿条液压自定心虎钳,导轨面经淬火硬度HRC52以上,滑动面精心刮研装配并采用集中润滑供油,润滑充分可靠,性能稳定,装夹方便,夹持力强。
2.高刚性矩形导轨经淬火硬度达HRC52以上,导轨截面宽度130mm,导轨面经贴塑处理,能防止低速爬行及提高导轨寿命,采用精密研磨级双螺姆滚珠丝杠传动,精度高,寿命长。
3.采用铣,钻分离的双主轴设计,结构合理,便于对刀及调整,动力头采用齿轮传动,扭力大,切削力强。
4.四轴伺服数控系统,定位准确,位置手轮操作简单,调整方便。
5.采用容积式电动润滑泵,充分有效的对导轨及丝杆进行润滑,提高机床使用寿命。
6.标配履带式排屑机,可选择后排或侧排。
7.选配功能:套车外圆、倒角、钻孔、攻丝等。




公司介绍:
无锡通亚数控装备有限公司坐落于风景秀丽的太湖之滨—无锡通亚是一家集机床研发设计、销售、服务为一体的综合性企业。依托专业的机床研发和制造技术以及先进的制造工艺,可提供高品质、高性能的数控机床及专用机床。公司以:数控铣端面打中心孔机床、数控双头车、加工中心、专用机床订制以及自动化改造为主要业务。公司专注于专用数控机床研发制造,拥有近15年的研发制造经验,成功研发多种系列铣端面打中心孔机床、专用数控机床、数控双头车等其它专用机床;其中铣端面打中心孔机床通过不断创新已申请二十项转利。我们以“专业服务,信誉至上,合作共赢”为经营理念,以客户需求为方向,提供优质产品为目标,不断提高技术水平和服务质量,为客户提供优质的服务。
公司主营产品铣端面打中心孔机床销售遍布全国(上海、江苏、浙江、山东、河南、福建、广东、重庆、湖南、湖北、江西、河北、天津、辽宁、吉林、山西、陕西、内蒙)十几个省份和地区。公司专业的技术研发团队,对产品不断的开发和创新,不论是机床性能,防护、外形和服务上在同行业中居于先进水平;包括自动化连线和单机无人化加工,可为客户提供完整的交钥匙工程。
对于有特殊要求的客户可致电我公司,由技术部为您提供详细的技术方案。
售后服务:
产品质保期为三包一年。保修期内认为造成设备质量问题的收取零配件成本费用。
设备终身维修:一年保质期后因人为操作不当造成的维修费用和零配件的更换,收取人工费用,零配件成本费及差旅费用。
厂家负责安装、调试、试生产等整个过程的技术指导并选派专门人员进行示范操作,将设备性能,参数调至更佳状态,并使需方人员能够掌握。
设备保修期为设备终验收之日起一年。
设备发生故障在接到报修信息后4小时响应,在远程不能解决问题的情况下省内12小时到达需方现场,国内24小时到达需方现场负责及时排除故障,一般故障48小时内排除,特殊故障修复时间不超过72小时。
通亚铣打机 铣打机价格 铣面钻孔专机
上一页:山东FD250四轴重型铣打机
下一页:山东FD120四轴重型铣打机

一类是具有零传动的高速电主轴,这类主轴因采用电机和机床主轴一体化的结构,并经过******的动平衡校正,因此具有良好的回转精度和稳定性,但对输出的扭矩和功率有所限制。铣打机另一类是以变频主轴电机与机械变速机构...
铣打机的滚珠和滚子导轨之间的区别球轴导轨与滚子导轨之间的区别:主要区别在于承载能力和强力切削。滚珠轨道在滑块中使用小圆钢球,其承载能力相对较小。由于接触面积小,相应的电阻也很小。经过长时间的使用后,球...

一、中心孔加工:随着工业快速发展,产品精度要求以及产品加工自动化越来越高,越来越多的企业将目标转向中心孔复合加工,其不仅表现在更高的生产效率和更高的精度,它甚至决定着产品的加工线可适配的自动化程度。轴...

1.床身:铣打机床身分为双矩形导轨和一矩一V合组形导轨两种,床身导轨面都通过超音频淬火处置,深度为3-5毫米,硬度为HRC-52功用好,运用寿命长.2.作业台:作业台选用铸铁铸造而成,精加工后,选用手艺铲刮与导轨面配铲而...

在数控铣打机切削加工过程中,造成加工误差的原因很多,刀具径向跳动带来的误差是其中的一个重要因素,它直接影响机床在理想加工条件下所能达到的朂小形状误差和被加工表面的几何形状精度。在实际切削中,刀具的径向...

铣打机中心孔深浅不一致怎么办?1、要找清楚自己的铣打机的生产厂家是哪个,确定你的铣打机是数控的还是普通的,夹具是什么样的。2、其次,要分清铣打机中心孔深浅不一是哪样的,是两端都深浅不一,还是一段正常,一...


时间:2021-09-01

时间:2021-12-06

时间:2021-09-16

时间:2021-12-13

时间:2021-09-13

时间:2021-08-10

时间:2023-04-03








 在线留言
在线留言