24小时服务热线
18651566607
卧式斜床身铣端面打中心孔机床
机床用途:
该系列铣端面打中心孔机床采用整体45°斜床身结构,与平床身打中心孔机床相比,具有上料同度低,操作距离近,排屑顺畅等优点。该机更大可加工直径Φ130mm,长度900mm以内的各种轴类零件:铣两端平面、钻两端中心孔的批量生产加工。
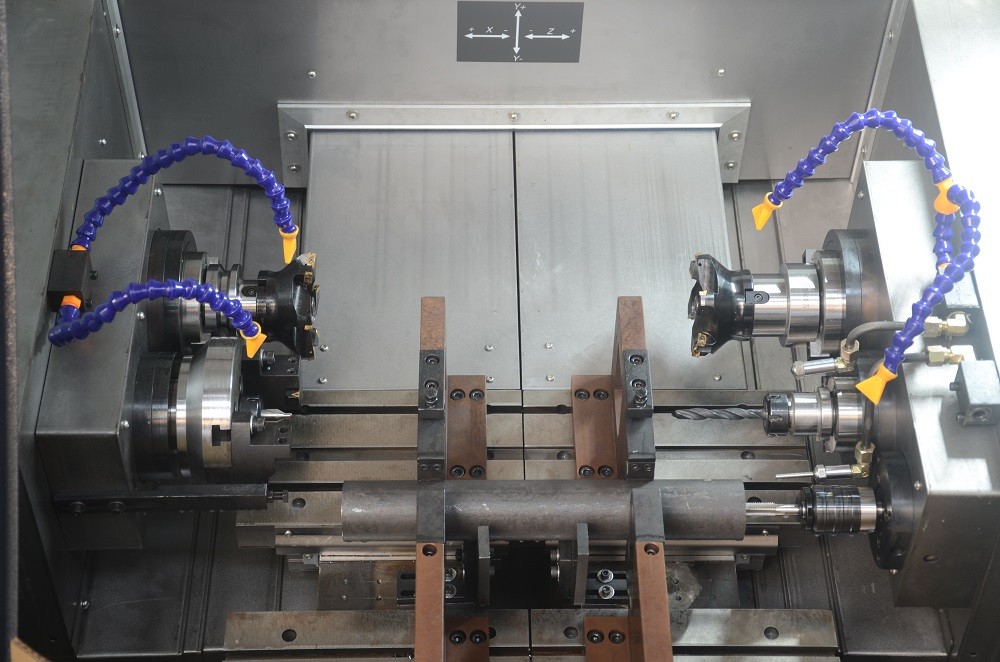
结构布局:
本机为斜床身三轴结构,采用三套数控进给工作台,两套对置的双主轴动力头,铣削主轴上装有BT50标准接口的铣刀盘,钻孔主轴上装有BT40标准的钻刀柄,钻孔主轴上还可以选装外圆套车刀盘用于钻中心孔的同时在工件轴端套车一段外圆,用于后序车床加工时夹持,可省去车床调头加工的一道工序。采用两套自定心液压虎钳,用于装夹工件,夹具可快速的根据工件长短调整夹持位置。
机床特点:
标准机功能:铣端面、钻中心孔
选配功能:套车外圆、倒角、钻孔、攻丝
标准配置:选配
液压站外圆套车刀
双自定心油压虎钳主轴中心出水
双主轴动力头U钻钻孔
三轴伺服数控系统刚性攻丝
自动排屑机(可选后排屑或侧排屑)



客户现场

售后服务:
产品的质保期限为三包一年。保修期内人为造成机床质量问题的,供方将收取零配件成本费用。
设备为终身维修:一年质保期后或在质保期内因用户不当操作而造成的维修费用或零件的更换,我方仅收取人工费、零件成本费用及差旅费用。
厂家负责设备安装、调试、试生产等整个过程的技术指导并应选派专门人员进行示范操作,将设备性能、参数调至更佳状态,并使需方人员能够掌握。
设备保修期为设备终验收之日起一年,一年内对机床非人为损坏及故障免费进行维修及损坏零件更换,保修期内人为操作失误引起的机床损坏仅收取更换零件的成本费.保修期后的服务,只收取零件成本费及人工费及差旅费。
设备发生故障在接到报修信息后4小时电话响应,在电话和传真不能解决问题的情况下,省内12小时之内到需方厂,国内24小时到达需方现场,并负责及时排除故障,一般故障48小时内排除,特殊故障修复时间不超过72小时.售后专线电话:0510—83308812。
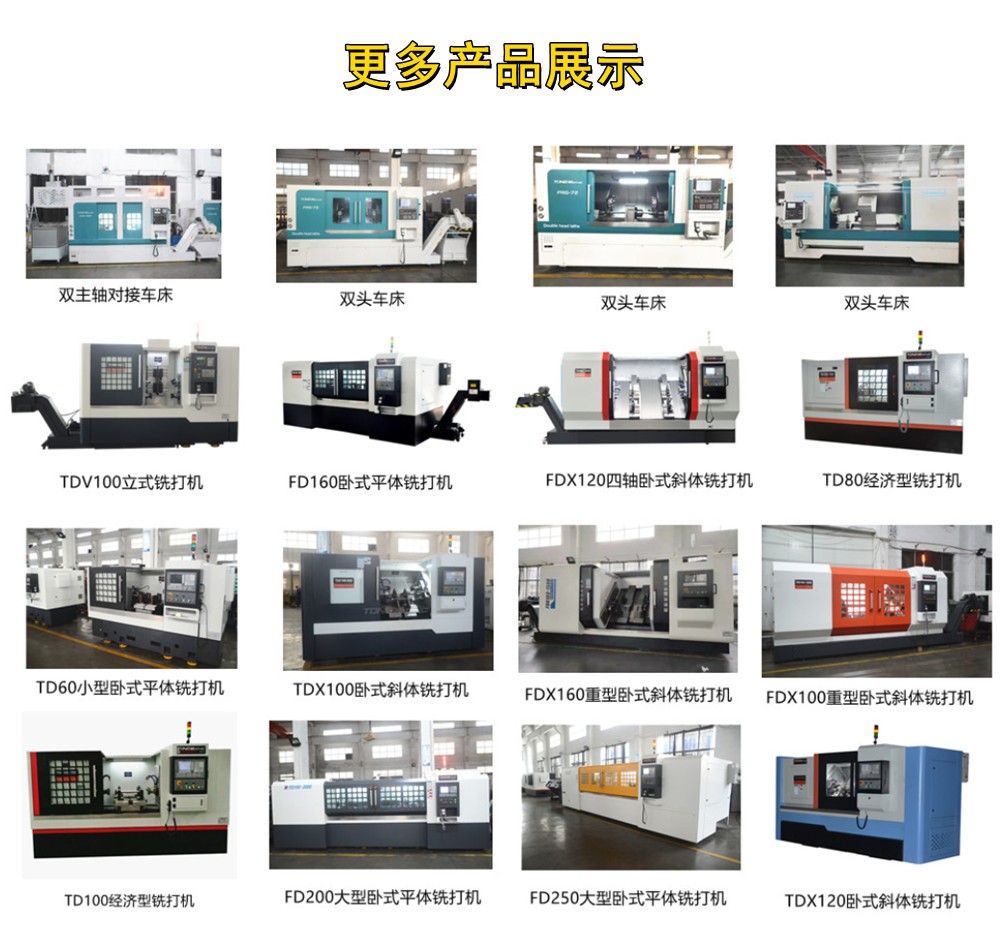
通亚铣打机 中心孔机床 铣端面打中心孔机床
上一页:没有了…

在数控铣打机切削加工过程中,造成加工误差的原因很多,刀具径向跳动带来的误差是其中的一个重要因素,它直接影响机床在理想加工条件下所能达到的朂小形状误差和被加工表面的几何形状精度。在实际切削中,刀具的径向...

关于圆钢铣打机的定位装置,圆钢铣打机在加工轴类零件铣平面、钻孔的时候都是采取什么样的定位方法呢?铣打机可以实现将轴类零件通过一次装夹,对工件实现铣面、钻中心孔、打中心孔工艺加工,通过两端的动力头实现,...

随着各技术单位和机床公司不断的吸收引进高端数控机床的技术和大力的研发改性,数控机床正以高速追赶的态势向国外传统机床制造业强国的位置发起冲击。而未来的数控机床发展方向也已呈现,以铣打机为例的数控机床未来...

你知道如何防止铣平面打中心孔机床打孔时的偏斜吗?铣平面打中心孔机床具有刚性好,精度高,柔性强,工作稳定,加工效率高的优点,是汽车半轴、凸轮轴、曲轴、变速箱轴、电机轴等轴类零件加工十分理想的不可缺少的加...

铣打机加工新的要求1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,铣打机怎么样,降低生产成本;2)能装夹一组具有相似性特征的工件;3)能适用于精密加工的高精度机床夹具;4)能适用于各种现代化制造技术的新...

铣打机的滚珠和滚子导轨之间的区别球轴导轨与滚子导轨之间的区别:主要区别在于承载能力和强力切削。滚珠轨道在滑块中使用小圆钢球,其承载能力相对较小。由于接触面积小,相应的电阻也很小。经过长时间的使用后,球...



时间:2021-12-06

时间:2021-09-30

时间:2021-09-13

时间:2021-09-15

时间:2021-09-22

时间:2021-09-27

时间:2021-08-23








 在线留言
在线留言